
面議

面議

面議

面議

面議
面議

面議

面議

面議
面議

面議
| 品牌WB | 有效期至長期有效 | 最后更新2023-08-02 17:21 |
| 產地歐洲 | 別名鍵槽插削機 | 適合機床數控車床 |
| 瀏覽次數892 |
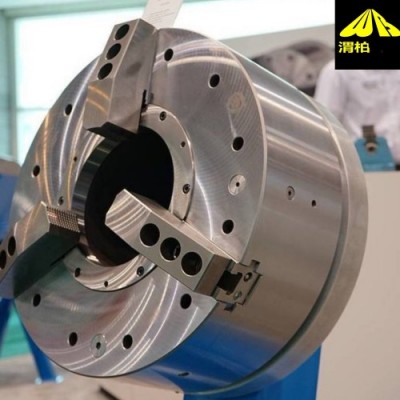
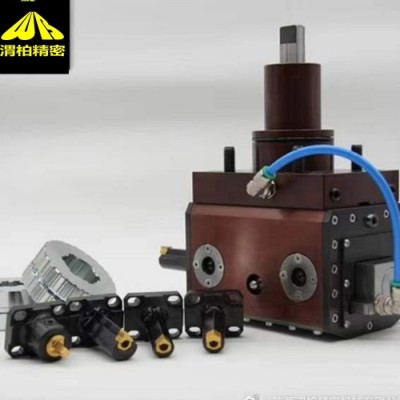
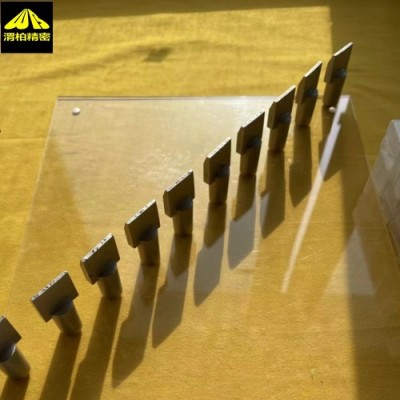
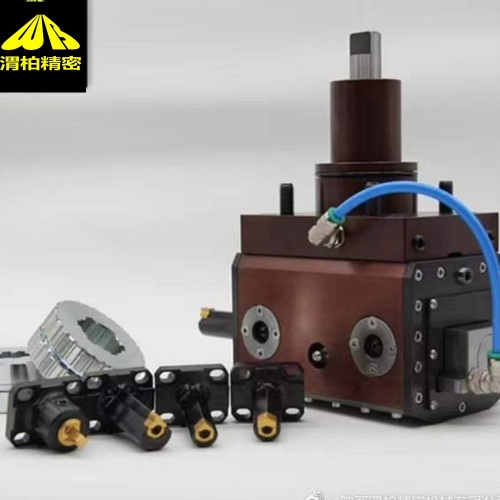
進口WB插齒動力頭 鍵槽插齒動力刀座代理理渭柏精密,歐洲原產,插齒動力頭除了執行加工的速度非常快之外,它不需要將工件移動到其他機器上,否則還將需要在其他機器上再次定位工件。自動化插削機有幾種調節方式,有助于獲得準確的加工,并可進行內部或外部加工。
插齒動力頭 鍵槽插齒動力刀座圖片:

進口WB插齒動力頭 鍵槽插齒動力刀座安裝說明:
| 公司名 | 陜西渭柏精密機械有限公司 | 經營模式 | |
|---|---|---|---|
| 注冊資本 | 未填寫 | 公司注冊時間 | |
| 公司所在地 | 陜西/西安 | 企業類型 | () |
| 保 證 金 | 已繳納 0.00 元 | 資料認證 | |
| 主營行業 | , | ||
| 主營產品或服務 | |||


面議
面議

面議
面議
面議
面議
¥13900.00/臺
面議
面議
¥39000.00/臺


壓鑄網
微信掃描關注
 客服熱線:
客服熱線:









&tel=15229380861&work=&email=&org=陜西渭柏精密機械有限公司&adr=&url=)

